Industrial sprocket heat treatment method
Heat treatment is crucial for enhancing the mechanical properties and performance of industrial sprockets. Methods such as annealing, normalizing, quenching and tempering, carburizing, nitriding, and induction hardening each offer specific benefits tailored to different applications. Quality control and testing are essential to maintain high standards and ensure the industrial sprockets' reliability and longevity in their respective applications.
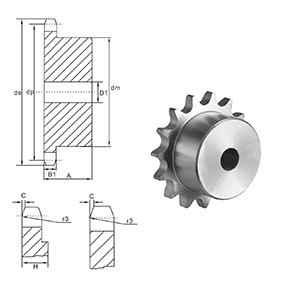
Industrial Sprocket Heat Treatment Methods
Heat treatment processes are vital in modifying the physical and mechanical properties of sprockets. Here are the primary methods used:
Annealing
Process:
Annealing involves heating the sprocket to a specified temperature and then slowly cooling it in a furnace. The typical temperature range for annealing sprockets is between 700°C and 800°C.
Purpose:
This process reduces hardness, making the material easier to machine. It also relieves internal stresses and enhances ductility.
Applications:
Annealing is often performed on carbon and alloy steels before rough machining of sprocket blanks


Normalizing
Process:
The sprocket is heated to 730°C-930°C and then air-cooled. This rapid cooling helps refine the grain structure of the material.
Purpose:
Normalizing improves the mechanical properties, such as strength and toughness, and relieves internal stresses from previous manufacturing processes.
Applications:
It is used for medium carbon steels and alloy steels to enhance their performance in various mechanical applications
Quenching and Tempering
Process:
Quenching involves heating the sprocket to a high temperature followed by rapid cooling in water or oil. Tempering is a subsequent process where the quenched sprocket is reheated to a lower temperature (500°C-650°C) and then cooled again.
Purpose:
Quenching increases hardness and strength, while tempering adjusts the brittleness, improving toughness and ductility.
Applications:
This method is suitable for low-carbon steels to achieve a balance of hardness, strength, and toughness required for demanding applications

Carburizing
Process:
Carburizing involves heating the sprocket in a carbon-rich environment at temperatures between 850°C and 950°C, followed by quenching and tempering.
Purpose:
This method increases surface hardness while maintaining a tough and ductile core, enhancing wear resistance and longevity.
Applications:
Ideal for high-stress applications where sprockets require high surface hardness for better wear resistance.
Nitriding
Process:
In nitriding, the sprocket is heated to 500°C-550°C in a nitrogen-rich environment, causing nitrogen to diffuse into the surface. This process does not require further heat treatment.
Purpose:
It results in a hard, wear-resistant surface with minimal dimensional changes, suitable for precision components.
Applications:
Used for sprockets made from nitriding steels, especially those containing chromium, copper, and lead.


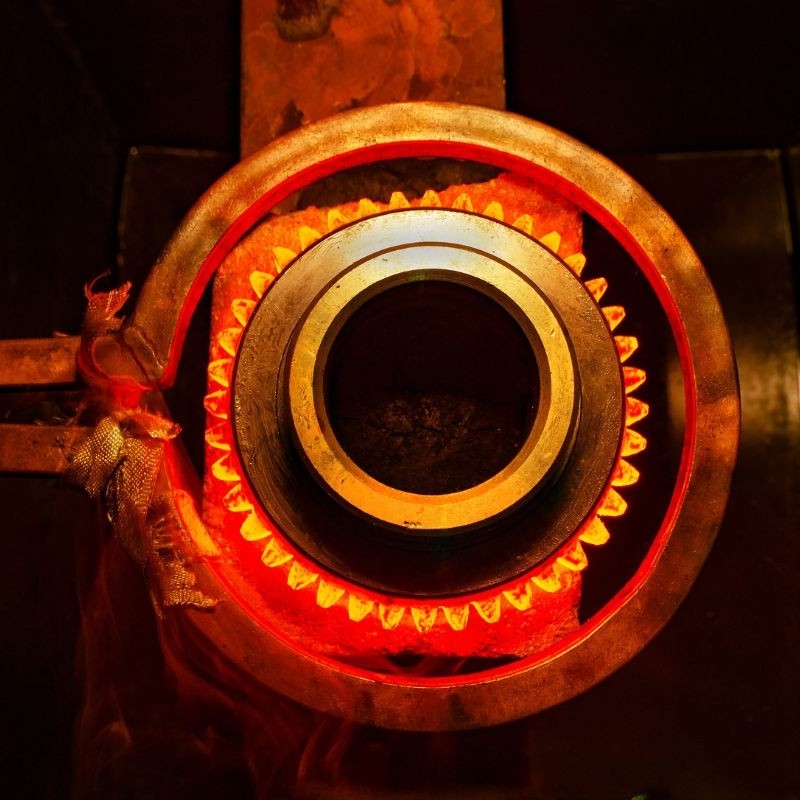
Induction Hardening
Process:
Specific areas of the sprocket are heated using electromagnetic induction and then rapidly cooled.
Purpose:
This localized treatment increases hardness and wear resistance in targeted areas, optimizing the sprocket's performance in high-wear regions.
Applications:
Effective for parts that experience concentrated stress and wear, such as the teeth of the sprocket.
Industrial Sprocket Surface Treatment Methods
Black Oxide Coating
Process:
Black oxide coating involves a chemical reaction in an alkaline solution that forms a protective black magnetite layer on the sprocket's surface.
Purpose:
This coating provides corrosion resistance and an aesthetic finish without significantly altering the dimensions.
Applications:
Suitable for components that need a thin, durable, and non-peeling surface layer.

Industrial Sprocket Quality Control and Testing
Quality control ensures that heat-treated sprockets meet the required specifications and performance standards. Various testing methods are employed:
✔ Hardness Testing:
Methods such as Rockwell, Vickers, and Brinell tests measure the surface hardness of the sprocket.
✔ Microstructural Analysis:
Using optical and electron microscopy, this analysis examines the grain structure and phase distribution.
✔ Mechanical Testing:
Tensile, impact, and fatigue tests assess the sprocket's strength, toughness, and durability.
These tests identify defects and inconsistencies, ensuring the heat treatment processes are optimized for the desired performance.